- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Lazer qaynaqının ənənəvi qaynaq üsullarından üstünlüyü nədir?
2023-02-17
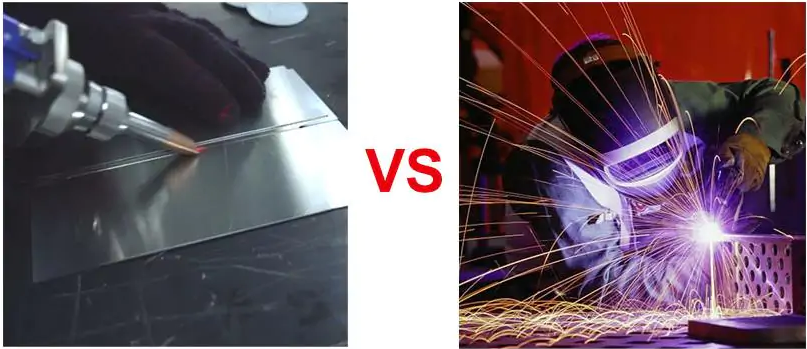
TIG və MIG qaynaqları uzun müddət yaxşı bitirmə xüsusiyyətlərinə görə kiçik hissələrin qaynaqlanması üçün yaxşı seçim hesab edilmişdir. Bununla belə, bu növ qaynaq bacarıq və çeviklik tələb edir və onların idarə oluna bilməsinə baxmayaraq, onların bir sıra mənfi cəhətləri var. Lazer qaynağı yaxşı bir alternativdir, tez-tez qövs qaynağı prosesindən üstündür və onun sıx şəkildə yönəldilmiş şüası istilik effektini məhdudlaşdırır. Lazer qaynağı ənənəvi qaynaq üsullarının imkanlarını aşan qaynaq işlərini yerinə yetirməyə qadirdir.
Lazer qaynaq üçün tələb olunan istilik diametri düymün mində ikisi qədər kiçik olan sıx şəkildə fokuslanmış işıq şüası ilə təmin edilir. Qaynaq yüksək keyfiyyətli qaynaq yaratmaq üçün metalı əridən bir sıra qısa impulsların atılması ilə aparılır. Xüsusi qaynaq tapşırığından asılı olaraq, TIG qaynaqında olduğu kimi doldurucu material tələb oluna bilər. Lazer şüası sıx şəkildə fokuslandığı üçün istilik girişi minimuma endirilir və hissələri demək olar ki, dərhal idarə etmək olar.
Lazer Qaynaq Üstünlükləri
Lazer şüasının dəqiq idarə edilməsi istifadəçilərə TIG, MIG və spot qaynaqla müqayisədə bir sıra üstünlüklər təklif edir:
Qaynaq gücü: Lazer qaynağı əla dərinlik-enlik nisbəti və daha yüksək güclə dardır.
İstilikdən təsirlənən zona: İstilikdən təsirlənən zona məhduddur və sürətli soyutma səbəbindən ətrafdakı material tavlanmır.
Metallar: Lazerlər karbon poladı, yüksək möhkəmlikli polad, paslanmayan polad, titan, alüminium və qiymətli metalları, eləcə də fərqli materialları uğurla qaynaqlayır.
Dəqiq iş: Kiçik, sıx idarə olunan lazer şüası miniatür komponentlərin dəqiq mikro qaynaqına imkan verir.
Deformasiya: hissənin minimal deformasiyası və ya büzülməsi.
Kontakt yoxdur: Material və lazer başlığı arasında fiziki təmas yoxdur.
Tək tərəfli qaynaqï¼Lazer qaynağı yalnız bir tərəfdən giriş tələb edən nöqtə qaynağını əvəz edə bilər.
Hurda: Lazer qaynağı idarə olunur və az miqdarda qırıntı istehsal edir.