- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Lazer kəsmənin dörd növü
2023-07-03
Elm və texnologiyanın davamlı inkişafı ilə lazer kəsmə texnologiyası getdikcə daha təkmilləşir. Bu gün dörd növ lazer kəsmə texnologiyasını təqdim edəcəyəm.
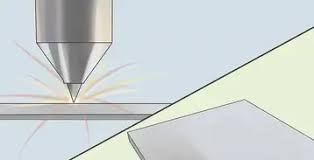
Lazer kəsmə bu gün metal emalının ən məşhur üsullarından biridir. Prinsip iş parçasını şüalandırmaq, onun sürətlə əriməsinə, buxarlanmasına, alovlanmasına və ya şüalanmış materialın alovlanma nöqtəsinə çatmasına səbəb olan yüksək güclü sıxlıqlı lazer şüasından istifadə etməkdir. Eyni zamanda, şüaya yüksək sürətli koaksialdan istifadə edir. Hava axını ərimiş materialı uçurur, beləliklə, metal iş parçasının kəsilməsinə imkan verir.
Emal edilən materialın termofiziki xüsusiyyətlərindən və köməkçi qazın xüsusiyyətlərindən asılı olaraq lazerlə kəsmə dörd növə bölünür. Bunlar lazer buxar kəsmə, lazer ərimə kəsmə, lazer oksigen kəsmə və lazerlə idarə olunan qırılmadır.
1. Lazer buxar kəsmə
İş parçasını qızdırmaq üçün yüksək enerjili, yüksək sıxlıqlı lazer şüasından istifadə edərək, kəsilmiş materialın temperaturu sürətlə yüksəlir, qısa müddətdə materialın qaynama nöqtəsinə çatır, ərimə pilləsini atlayır və buxar əmələ gətirmək üçün birbaşa buxarlanmaya başlayır. Buxar üfürüldükcə kəsici materialda kerf əmələ gəlir.
2. Lazer əritmə kəsimi
Metal material lazerlə qızdırılır və əridilir. Azot kimi qeyri-aktiv qaz şüaya koaksial olan burun vasitəsilə üfürülür və qazın güclü təzyiqi altında ərimiş maye metal xaric edilir. Lazer ərimə kəsmə istifadəsinin üstünlüyü kəsici kənarların nisbətən hamar və ümumi olmasıdır. İkinci emal tələb olunmur, lazer enerjisi tələbatı yüksəkdir və qaz təzyiqi yüksəkdir. Paslanmayan polad, titan, alüminium və lehimli metalların kəsilməsi üçün uyğundur.
3. Lazer oksigen kəsimi
Lazer oksigenlə kəsmə prinsipi oksiasetilenlə kəsmə prinsipinə bənzəyir. O, lazeri əvvəlcədən qızdırılan istilik mənbəyi kimi, kəsici qaz kimi isə oksigen və digər reaktiv qazlardan istifadə edir. Bir tərəfdən, atılan qaz kəsici metal ilə oksidləşir və böyük miqdarda oksidləşmə istiliyini buraxır; digər tərəfdən, ərimiş oksid və ərinti metalda kəsik meydana gətirmək üçün reaksiya zonasından üfürülür. Kəsmə sürəti sürətlidir və əsasən karbon polad metal materialları kəsmək üçün uygundur.
4. Lazerlə idarə olunan sınıq
Lazerlə idarə olunan qırılma yivdə kəskin temperatur paylanması yaratmaq üçün nisbətən aşağı lazer gücündən istifadə edilməsidir ki, bu da kövrək materiallarda yerli termal gərginliklərə səbəb olur və materialın yiv boyunca qırılmasına səbəb olur. Daha yüksək güclər iş parçasının səthini əridə və kəsici kənarı məhv edə bilər. Bu, əsasən, silikon vafli və şüşə kimi kövrək materialların kəsilməsi üçün uyğundur.